이번엔 용접의 도면에 사용하는 용접크기의 용어및 용접기호의 설명에 대해서 다뤄보고자 한다. 현장및 각종 구조물및 제품을 제작하기전 엔지니어가 공학적 지식을 재료를 선정, 설계, 기획을 하고, 용접 용어및 용접기호를 이용하여 캐드및 솔리드웍스 등이 설계 프로그램을 이용하여 각종 구조물, 제품들을 제작 제조할수있는 시방서및 도면을 제작하여 작업지시를 한다. 이번글에는 도면해독을 할수있는 능력을 키우고자 용접의 용저및 용접기호의 적용및 설명에 대해 다뤄서 현장에서 인정받는 현장 기술자가 되길 바란다.
용접의 용어및 용접기호 의 설명
용접크기 용어(Weld Size Terminology)
완전 용입 홈용접(Complete penetration groove weld)에서, 용접크기는 연결된 양 부재의 가장 얇은 두께와 동일하며, 어떤 용접 여성고가 있더라도 주어진 영향력(credit)은 없다.
Fillet 용접 이라는 용접의 용어는 Fillet용접의 크기를 결정하기 위하여, 최종 용접형상에 첫째로 알아야 할 것은 볼록한(convex) 또는 오목한(concave) 용접부의 형태이다.
Convex는 약간 외부쪽으로 곡선모양의 나타내는 이유로 어떤 증가(buildup)된 용접면을 나타내는 것을 의미한다.
이것은 볼록성(convexity)의 양으로 부른다. Fillet 용접의 볼록성은 홈 용접의 용접 여성고와 동의어이다. 용접부가 오목한 형상을 갖는다면,이것은 용접면이 “dished in”을 의미한다. 이 형상에 대하여 동일한 fillet 용접 leg에 대한 크기는 횡단면에서 새겨야될 가장 큰 이등변(동일한 길이의 2 leg) 직각삼각형 leg 길이로 설명된다. 이러한 새겨질(inscribed) 이등변 직각 삼각형은 그림 4.27에서 두 설명이 점선으로 보여진다.
그래서 볼록한 fillet 용접부에 대하여 leg와 크기는 동일하다. 그래서 오목한 fillet 용접의 크기는 용접leg 길이가 약간작다.용접용어중 Fillet 용접의 같지않은 leg에 대하여, 필렛용접 크기는 “가장 큰 직각 삼각형의 leg 길이로 필렛 용접 횡단면내에 새겨질 수 있는 가장 큰 직각삼각형 leg 길이” 정의한다.
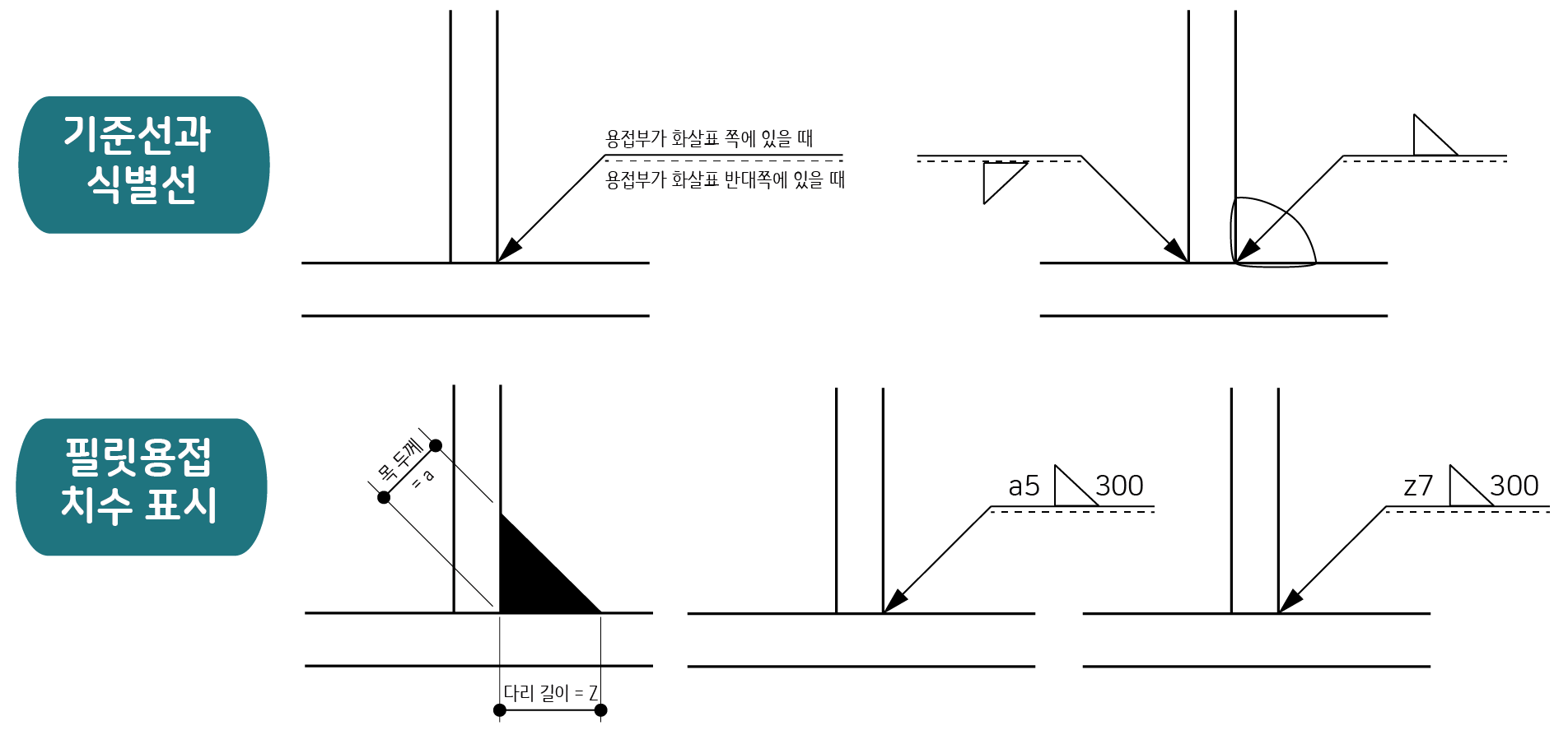
위의 그림에서 필렛용접 목두께로 부르는 추가적인 용접기호가 표시된 것을 볼 수 있다.
용접 목두께의 실제적으로 3가지 다른 종류가있다.
첫째로 이론적인 목두께 또는 “설계자가 실제적으로 명시한 용접크기를 계산한 최소의 용접양”이다. 이론적인 목두께는 “필렛 용접의 횡단면내에 새겨질 수 있는 가장 큰 직삼각형의 빗변 (직각의 반대되는 삼각형의 변)에 수직한 root 이음부의 시작으로 부터 거리”로 정의한다. 이 치수는 root 간격이 동일하거나 0(zero)로 가정을 기본으로한다.
유효 목두께는 어떤 추가적인 침입된 용융이 존재할 것이라 간주한다. 따라서 유효 목두께는 “필렛용접의 면과 root사이의 어떤 오목성을 뺀 최소한 거리” 라고정의한다.
실제적인 목두께로 최종 목두께 치수는 이음 침입된 용접 뿐만 아니라 용접면에 존재하는 어떤 추가적인 볼록성을 고려한다. 실제 목두께는 “필렛용접의 root와 면사이의 가장 짧은거리” 이다. 오목한 필렛용접는 유효 목두께와 실제적인 목두께는 볼록성이 존재하지 않으면 동일하다.
용접적용 용어(Weld Application Terminology)
용접 용어의 이 설명을 완료하기위해 용접의 실제적인 적용에 관련된 추가적인 용어에 언급을
하기위해 적절하다. 가끔 용접 절차서는 이런 상세사항을 언급하며, 그래서 검사자는 그러한
의미를 알아야한다.
첫번째 특징은 용접 pass, 용접 bead, 용접 층(layer) 용어들 사이의 차이이다.
용접 pass는 이음부를 따라서 용접의 단일 진행(progression)이다.
용접 bead는 용접 pass로 부터 결과된 용접이다.
용접 layer는 multiple-pass 용접내에 단일 용접층이다.
용접층은 단일 비드 또는 복합비드로 구성 되어있다. 용접 비드가 용적되었을때, 용접사가 사용하는 기술에 따라서 다른 명칭을 갖는다.
용접사가 이음부를 따라서 짧은 또는 측면에서 측면으로 이동(진폭:oscillation)이 없다면, 용접 비드 결과를 직선(stringer) bead 라 부른다.
Weave Bead는 용접이 이름부를 따라서 용적되어짐으로 용접사가 용접봉을 옆으로, 또는 좌우로 조작한 결과이다. Weave bead는 stringer bead 보다 일반적으로 폭이 넓다.
Weave bead를 사용하는 측면 이동양 에 따라서, 용접의 수평축을 따라서 측정함으로 이송속도(travel speed)는 stringer bead에 경우보다 늦을 것이다.
Fillet 용접이 요구될때는, 어떤 경우에는 설계상 연속용접의 사용이 충분하지 않을 것이다. 그러므로 설계자는 특수한 간헐적인 필렛용접을 명시할 것이다. 특수한 이음부 양면에 명시된 간헐적인 필렛용접이 명시되었다면, 그들은 병렬단속 또는 지그재그 단속필렛 용접인지 상세화 할 수 있다.
실제적인 용접작업과 관련된 다른용어는 boxing(일반적으로 끝을 돌리는 것으로 부르는) 이다.
Boxing의 정의는 ” 주요한 용접의 연장으로 부재의 구석주위에 필렛용접의 연속” 이다.
최종으로, 용접이 행해진 실제적인 결과로서 설명할 여러가지 용어이다.
이것은 공통적으로 용접에 비틀어짐(distortion)의 원인이 되는 양을 줄이기 위해 행해진다.
3 가지 공통적인 기술이 backstep sequence, block sequence, 그리고 cascade sequence 이다.
Backstep sequence는 각 개별적인 용접 pass가 전체적으로 용접진행의 반대방향으로 용적되는
기술이다.
Block sequence로서 block의 끝이 약간 경사지게 하기위해서 앞의 것보다 약간 짧게 각 sequ-
ence층이 중요하다. 근접한 block을 후에 채울때 적절한 용융을 얻기위한 최선의 기회를 제공한다.
Cascade sequence는 ” 수평적으로 결합과 횡단면 sequence는 용접 passes는 겹침층으로 만들어
져있다.
이 방법은 각 subsequence pass가 전의 것보다 긴 block sequence와는 다르다.
용접 기호(WELDING SYMBOLS)

*용접기호표*
이미지출처:https://www.google.com/url?sa=i&url=http%3A%2F%2Fkr.kesugroup.com%2Fservice%2F%25EC%259A%25A9%25EC%25A0%2591.html&psig=AOvVaw0UAcZxmz_AlcdJCbH3Xskx&ust=1706794983264000&source=images&cd=vfe&opi=89978449&ved=0CBIQjRxqFwoTCJCr1Ifhh4QDFQAAAAAdAAAAABAE
용접 기호는 도면상 완전한 용접정보 위치에 대한 방법(system)을 제공하였다.
그것들은 재료의 강도와 써비스 상태에 요건을 만족시키기 위하여 각 이음부에 대한 필요한 용접
기술을 용접 검사자를 포함하여 설계자, 입안자(draftsman), 감독관, 그리고 용접사에게 빠르게
지시한다.
재단(Layout)과 가접(fitting)사들에게 용접기호는 준비된 소재의 최종 크기에 영향을준다.
한 예로 root 간격은 도면에 제공된 설계상 치수만 있을때, 부재의 실제적인 크기를 변화시키는
원인이 된다. 검사자는 이러한 요구사항과 명시된 변수의 변화효과를 알고 있어야한다.
재단(Layout)과 가접(fitting)사들은 가접(tack)용접 크기와 위치를 알고있어야한다.
너무 큰 점용접과, 점용접은 project의 완료된 면에 여분단계에 원인이 되기때문에 지정된 용접부
바깥쪽(外側)에 위치되어야한다. (cf ; 후에 가접부를 제거해야함)
한 예로 간헐적인 필렛용접의 지정된 지역의 외부에 점용접이 위치해야한다.
또 다른 예는 용접사가 요구된 용접부에 너무 큰 가접용접을 하였을때 용접면 모양이다.
이러한 예는 일반적으로 검사 요건에서는 제외되지만, 용접 검사자는 완벽한 검사 업무를 하기
위하여 용접기호의 의미를 이해하고 있어야한다.
이 장에서 용접 검사자는 용접기호, 기본적인 용접기호 확인, 추가적인 기호사용, 기본적인 용접
기호와 관련된 전문용어로 표시될 수있는 정보의 기초적인 이해를 제공한다.
Weld Symbol versus Welding Symbol
AWS에서는 weld symbol과 welding symbol 사이의 용어를 구별(distinction)하였다.
Weld symbol은 각각의 특수한 용접종류와 일치하며, welding 기호는 전체적인 정보를 포함하는 용접기호의 단지 일부분(part)이다. Weld 기호는 welding 기호의 위와 아래에 있는 기준선(reference line)으로 그려진다.
Welding 기호는 모든 welding 기호는 기준선과 화살표가 요구되며, 그리고 이러한 것은 도면에서 보여진다.
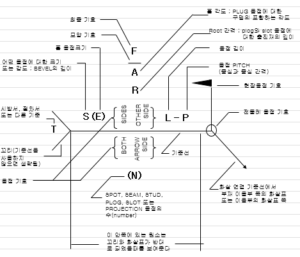
용접 기호 요소(Welding Symbol Elements)
기준선과 화살표를 제외하고, 모든 원소는 명확성을 위하여 요구되어지지 않는다면 사용할 필요가
없다. 용접기호(Welding Elements)는 다음 원소가 포함될 것이다. ;
* 지시선(요구된 원소)
* 화살표(요구된 원소)
* 꼬리(Tail)
* 기본 용접 기호(Basic weld symbol)
* 치수와 다른 자료
* 추가적인 기호
* 표면처리(Finish) 기호
* 시방서, 공정 또는 다른 기준
기준선은 항상 수평으로 그린다. 그것은 용접기호와 다른 data 적용에 사용되며, 그것에 다른
원소의 추가에 관계없이 마찬가지로 남아있는 특유의 중요성을 가지고있다.
기준선의 아래면은 화살표 쪽으로 부르고 기준선의 윗면은 다른면으로 부른다.
화살표 방향은 기준선 중요성에 변화가 없다. 여러개 기준선은 기초 용접기호로써 사용된다.
용접기호의 화살표는 용접되어질 범위나 용접 이음부 기준선에 연결한다.
화살표가 꺽인 것으로 보여질때는, 꺾여진 화살표는 항상 준비되거나 가공되어진 형상의 부재
이음부쪽으로 지정되거나 항상 이음부재 이음부 쪽의 접촉점으로 준비되고 모양을 가져야 하며,
화살표 접촉점은 선이나 또는 도면상 선위의 준비된 용접부 또는 용접범위를 분명하게 확인되어야한다.
가능한한 화살표는 단일선(대상선, 가시선)으로 지정해야 하지만, 화살표는 그린선(숨은 선)으로
지정할 수 있다.
용접기호의 꼬리는 용접과 절단 작업에 사용 할뿐만 아니라 용접 시방서, 절차서, 또는 용접에
추가적인 정보를 지시하는데 사용한다.
용접작업, 시방서, 절차서, 또는 추가적인 정보는 용접 정보와 일치할 필요는 없지만, 꼬리 용접
기호는 생략된다.
용접에 관련된 용접법, 기준, 시방서, 코드, 도면표기 또는 다른 관련 서류들은 용접기호의 꼬리에
기준위치가 지정될 것이다.
기준 서류를 포함하는 정보는 용접기호를 반복하여 사용하지 않는다.
도면상 동일한 용접기호 반복은 단일 용접기호를 지정하거나 대표적인 또는 약어 “TYP”를 사용
하거나, 대표적인 이음부를 화살표로 지정하여 피할 수 있다.
대표적인 지시는 즉 “TYP @ 4개의 보강재들(stiffener)”로써 모든 적용 이음부가 분명하게 동일
해야한다.
 *용접기호의 도면 표시 및 설명*
*용접기호의 도면 표시 및 설명*
용접기호의 결합(Combined Weld Symbols)
몇가지 용접될 이음부는 한 종류 이상의 용접이 요구된다. 이것은 구조적인 제작을 위한 홈 용접
이음부에 공통적으로 발생한다. 가끔 홈 용접은 fillet 용접으로 완료된다.보여주는 것 처럼 용접법이 혼합된 결합으로 용접 이음부에 사용된다.
용접기호의 복합 기준선(Multiple Reference Lines)
용접기호에 둘 또는 그 이상 기준선 추가는 여러가지 이유로 사용된다.
첫째로, 그것은 작업의 연속성을 보여주는 공정은 화살표에 가장 가까운 기준선에 보여지는다. 차기 공정을 착수하기 전이나 기타등등으로 완료해야 한다.
둘째로 여분의 추가 기준선은 기호나 꼬리의 결합을 포함해야만 하는 각 용접에 적용할 수 있는 추가적인 자료가 있을때 사용할 수 있다.
용접기호의 추가적인 기호들 (SUPPLEMENTARY SYMBOLS)
용접기호의 추가적인 기호는 용접기호 연결과 용접범위 지시, 용접형상, 용접이음부의 준비를 포함하는 재료, 또는 공장보다는 현장에서 작업되어지는 용접을 지시할때 사용한다.
또한 임의의 추가적인 용접 기호는 기본적인 용접 기호와 결합하여 사용하며, 다른것들은 기준선상에 표시한다.
 추가적인 적용이 가능한 용접 기호들…
추가적인 적용이 가능한 용접 기호들…
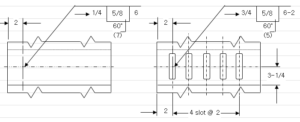
Plug and Slot 용접
점(plug)과 slot 용접은 동일한 용접기호를 사용함으로 확인되어진다 ; 두 종류 용접 기호 위치는
기준선 각각의 면에 위치할 수 있다. 3차원적인 치수적인 요소로 slot와 점용접을 구분할 수 있다.
첫째로 점 용접은 직경으로 크기로 측정하며, slot 용접은 폭으로 측정한다.
점용접 크기는 지름기호 – φ의 사용으로 지시한다. 이 기호는 slot 용접의 시방에서 폭은 생략한다.
둘째로 slot 용접에서는 길이 치수를 사용한다. 점용접에 간격(피치) 치수는 slot 용접과 동일한
위치에 지정한다.
셋째로 slot 용접 위치와 정위(orientation)는 도면상에 나타내 주어야만한다.
Plug(점) 용접은 요구된 용접 크기, 구멍(countersink) 각도, 채움 깊이, 피치와 숫자에 따라 치수를
표시한다.
점 용접 정보는 용접 기호가 나타내는 곳 기준선 면에 위치한다.
용접 기호의 화살표는 요구된 용접의 중앙선에 이음부재들 하나의 외부 표면에 용접기호 기준선에
연결해야만 한다.
점 용접크기는 화살표나 다른면의 중요성에 관계없이 기호 왼쪽에 위치한다.
크기는 faying 표면(서로 접촉하게되는 부재들의 표면에 접하는 점)의 구멍지름에 따라 결정된다.
점용접 구멍각도는 기준선상 기호위치에 따라 용접기호의 상,하에 위치한다.
구멍 각도는 tapered(경사진)진 각도를 포함한다. 채움(filling) 깊이(depth)는 완벽한 것과 거의 같은 정도로 채움에 대하여 점용접 기호의 내부에 채움 치수가 위치함으로 지정된다. 치수가 생략되었다면, 이 구멍을 완벽하게 채우는 것으로 지시한다.
가격 또는 피치는 용접기호 우측에 위치한다. 직선이외에 다른 모양의 점용접 간격은 도면상에 치수로 표시되어야한다.
점용접 수는 요구된 숫자가 명확할때 용접기호로써 기준선과 동일한 면의 괄호안에 표시한다.
이 치수는 기준선상의 기호위치에 따라 용접기호의 상,하에 위치할 수 있다.
용접에 의해 얻어지는 점용접 형상은 대체적으로 평평하거나 볼록한 표면모양을 갖는다.
용접 작업 후처리가 명시될때 대략적인 글자는 위의 모형기호를 사용될 것이다.
구멍들에 대한 지시된 용접 종류의 시기는 필렛용접에서 요구한다. 이러한 경우에 점용접 기호는
생략하는 대신에 필렛용접 기호가 사용된다. 또한 일반적으로 주위의 기호의 모든 용접은 요구된 형상을 완료
하는 목적으로 포함된다.
플러그와 슬롯용접의 용접기호 도시 방법은 이런 방식으로 할수있다.
참고문헌: CWI용접 자료집 일부발췌