용접의 종류에 대해서 알아봅시다. 우리가 일반적으로 사용하는 전기용접이라는 것이 있는데, 정식명칭은SMAW(Shield Metal Arc Welding)이라고 불리우는 용접방법이다. 용접봉의 종류에 따라서 접합할수있는 재료가 다르며, 결함을 방지하는 용접봉도 있다. 따라서 그냥 아무용접봉이나 써서 붙이면 지금 은 문제가 없을지 모르지만, 추후에 중대한 결함으로 인하여 구조물의 붕괴, 배관의 파손, 압력용기의 피로파괴로 인한 폭발등 다양한 사고로 이어지기 때문에 재료및 용도에 따라서 그에 맞는 용접봉을 써야 한다. 이런걸 다 알아야 하기때문에 용접이라는 학문이 다루기 어렵다는 것이다. 앞서 설명한 용접법 말고 다른 용접에 대해서도 다룰까한다.
용접의 비드모양
*CWI 대비 용접의 종류1*
1.Gas Metal Arc Welding (GMAW) — 다른 명칭은 MIG 용접
GMAW 은 용접 Gun을 통하여 고형의 용접 wire를 연속적으로 공급하는 용접법으로 아크는 wire와
모재(workpiece) 사이에서 발생하며, 열에 의해 모재와 용가재(filler material)가 용융된다. 주요한
특징은 용접중 외부에서 제공된 보호가스가 Gun에서 방출되며, 이 차폐가스가 용접부를 보호한다.
보호 Gas는 불활성(Inert) 또는 반응성(reactive) 있는 가스를 사용한다.
Inert 가스는 아르곤 또는 헬륨 가스가 사용되며, 불활성 가스를 단일 또는 혼합하여 사용하며 다른
반응성있는 산소나 이산화탄소를 결합하여 사용하기도 한다.
많은 GMAW에서는 이산화탄소 가스를 사용하는데 이는 가격이 저렴하기 때문이다.
1.1 용접봉(Wire)
이 용접 방법으로 사용되는 용접봉은 여러 크기의 spool 또는 reel 로서 제공된 고체 선형이다.
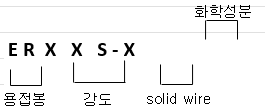
AWS에서 승인한 SMAW 용접봉은 서두가 ER로 시작되며 2∼3숫자가 첨부되며 뒤에 hypen 뒤에
S가 첨부되며 또다른 숫자가 첨부됨.
Gas metal arc Welding 용접와이어는 대표적으로 기공의 형성을 방지하는데 도움을 주기위해 가령 망간, 실리콘
알루미늄과 같은 탈산제의 양을 증가시켰다.
용접와이어는 Flux Coating이 되어있지 않으며, 가장 주요한 점은 청정을 유지해야 함.
GMAW 은 일반적으로 직류를 사용하며, 용접봉은 + 극이다. 와이어 공급(Feed) 속도가 증가하면
용접전류 또한 증가한다. 전원은 연속 전위(constant potential) 타입이다.
대표적인 전압-전류 곡선을 보면 아래로 약간 경사진 형태를 나타내며, 반자동 용접의 경우 filler
metal의 이송(feeding) 속도를 조절할 필요가 없다.
또한 ” Self Regulating Constant Potentil ” system 기능이 있다.
이것은 실제 아크 전압(소재에 대하여 gun 위치의 변화 원인으로)의 최소한 변화는 아크 전류의
실질적인 증가 또는 감소때문에 가능하다. 그림 3.13을 보면 아크 전압의 감소(gun이 소재에
가깝게 이동하면) 순간적으로 전류가 증가한다. 이것은 추가적인 용접봉의 용해율이 갑작스럽게
증가되어 예정된 아크 전압으로 되돌아 가게된다. 유사하게 아크전압이 증가되면
전류는 감소하고 그리고 용접봉의 용해율은 감소한다.
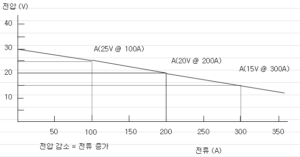
그림.constant potential V(전압)-A(전류) 곡선
GMAW 는 용접봉이 아크부에서 용융되어 용착부에 4가지 기본 MODE로 이동하는데 Spray,
Golbular, pulsed arc, short circuiting 등이 있다.
용융 금속의 이동은 여러 요건은 차폐가스, 전류 그리고 전압, 전원등이다.
1) Spray transfer : 다른 용적과 비교하여 가장 고온이며, 두께운 부재 용접에 이용되고, full
penetration weld(완전용입 용접)에 적합하며, 가능한 flat position이 되도록한다.
또한 차폐가스에 적어도 80% 이상 Ar 가스가 존재해야 한다.
2) Golbular transfer : 용접부에 많은 열과 용적을 제공하나, spatter 증가로 안정성이 미흡하다.
3) Pulsed arc : GMAW애서 융통성과 열 관리를 개선하기위해 고, 저전류의 정확한 혼합 program을
위해 용접사가 허락하는 pulsing 직류전류 출력을 생성할 수 있는 용접 전원이 요구된다.
4) Short circuit transfer : 모재에 열량이 가장 적으므로 충분한 gap 유지가 부적합한 박판 용접에
가장 적합한 방법으로 용접봉이 모재에 거의 밀착되므로 짧은 범위에서 열이 발생하므로
열량이 적음 그래서 아크가 간헐적으로 끊긴다. 짧은 기간의 아크 중단은 박판 재료의
연소를 감소하는데 도움을 준다. 후판 용접시 모재의 불 충분한 가열로 인하여 불완전
용융이 발생 할 수 있으므로 주의를 요함.
1.2 차폐가스(shielding gas)
보호 가스는 용적이동(metal transfer)에 중대한 효과를 갖는다. Spray transfer 는 적어도 아르곤
(Ar) 가스가 80% 이상 혼합되야 한다. 강 용접에 GMAW는 상대적으로 저렴하고 충분한 융용
(penetertion) 특성 때문에 CO2 가스가 가장 널리 사용된다.
한가지 단점은 spatter가 많이 발생하여 생산성 감소효과를 갖는다.

사진에서 보이는 용접이 GMAW,FCAW라고 하는 용접법이다. 일본에서는 MIG(Metal Inert Gas) 용접이라고한다. 장단점에 해서 알아보자.
1.3 GMAW의 장점
1) GMAW는 여러 종류의 철 및 비철금속의 이음(join) 및 덧용접(overlay)에 유효하다.
2) 오염되기 쉬운 flux 대신에 차폐가스를 사용하기 때문에, 용접부의 수소혼입 가능성을 줄일
수 있으므로 수소로 인한 문제를 감소시킬 수 있다.
3) 용접후 제거 해야할 Slag coating이 적으므로 자동 및 robotic 용접을 이용하면 높은 생산성을
유지 할 수 있다.
4) GMAW의 최대 이점은 용적율(lb/hr) 대비 노동비를 절감할 수 있다.
5) 공장내 용접 배출(ventilation) 가스 발생량이 SMAW, FCAW 비교하여 상대적으로 적다.
6) 용접사가 아크와 용융 puddle을 쉽게 볼 수 있으므로 품질개선 가능하다.
7) 용융 금속의 용접중 청정 및 보호기능이 있다.
1.4 GMAW의 단점
1) SMAW 보다 장비가 복잡하여 기계적인 문제는 불량용접 원인이 된다.
2) 기공(PO)은 용접부 오염 또는 보호가스 부족이며, 불완전 용융(incomplete fusion)은 두꺼운
용접부의 short circuiting transfer이 원인
감소방법 : po — (1) 청정 (2) 방호벽 설치 (3) 보호가스 저습도 유지
2.Flux Cored Arc Welding(FCAW)
GMAW에서 사용하는 Solid wire 대신 알갱이 용제(granular flux)를 관 모양 용접봉 내부에 함유한
것을 제외하고 매우 유사한 용접법이다.
FCAW는 보호가스를 사용 또는 비사용 할 수 있으며, 어떤 종류의 용접봉을 사용 여부가 중요하며,
어떤 용접봉은 내부의 Flux가 “self-shielding” 로 차폐에 필요한 모든 것을 제공하도록 설계되어
있으며, 다른 용접봉은 보조 차폐가스가 필요함. 대부분의 Flux Core Arc Welding에서도 이산화탄소가스가 Shield Gas로 많이 사용되고 있다.
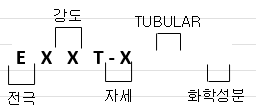
E : Electrode의 서두
X : 최소 인장강도(10,000 lb/in²)
X : 용접자세 0 : flat or horizontal fillet position ONLY
1 : 모든자세
T : tubular electrode의 서두
X : 용적, 전류, 극성,차폐가스, 특수정보등 화학성분을 기준으로한 특수한 그룹을 지정
3, 4, 6, 7, 8, 10, 11 : 추가적인 차폐가스없이 사용 가능한 Number
1, 2, 5 : 차폐가스가 필요한 Number
G, GS : sing or multy- pass
self – shielded type은 바람으로 인한 보호 가스 손실로 인하여 현장 용접에 적합하고 보호가스
type은 용접 금속특성을 보증하기위해 필요한 곳에 사용하며, 일반적으로 CO2 가스 또는
Ar 75% – CO2 25%가 사용되며, 다른 가스의 혼합도 가능하다.
FCAW 의 장비는 근본적으로 GMAW와 동일하며, 몇가지 차이점은 고전류를 사용하는 GUN
전원, self – shielded 용접봉 사용에 필요한 가스장비, 손잡이 Wire Feed Roll등
용접봉 Type에 따라서 DCEP는 1, 2, 3, 4, 5, 6, 8을 사용
DCEN은 7
몇 종류의 stainless steel용 용접봉은 크롬과 니켈같은 알갱이(granular) 형태의 합금 원소를
탄소강으로 둘러쌓았다. 조선소, 철구공장등 에서 탄소강 구조물을 용접할때 많이 사용하는 용접 와이어로서 연신율이 가장 높기 때문에 중요한 구조물에 많이 사용하는 용접 와이어라고 할수있다. 용접산업기사나 기능장에서 맞대기 용접후 X-Ray검사를 시행한다.
2.1 장 점
1) SMAW, GMAW에 비하여 오염된 표면과 높은 용적율(deposition) 때문에 FCAW로 대체됨.
2) FCAW의 가장 중요한 이점은 주어진 기간내에 용적 금속의 양이 많으므로 높은 생산성.
3) 또다른 좋은 특성은 깊은 용입 때문에 용융 Type의 불연속을 감소 할 수 있음.
4) Flux가 존재하므로 보호가스 유무를 관계없이 SMAW 보다 모재의 오염이 훨신 심하더라도
사용 가능하며, 바람에 의한 차폐가스 손실로 GMAW 품질을 저하하는 현장 용접에 사용가.
2.2 단 점 : 검사자가 알아야 할 매우 중요한 사항
1) Flux가 존재하므로 추가 용접이나 육안검사전에 고형화된 slag를 제거 해야하며, 용접중 많은
양의 연기가 발생하며, 밀폐된 지역에서 장기간 노출시 건강에 유해함. 따라서 방진마스크를 착용해야한다.
2) 연기로 인해 용접부 가시성을 저하시켜 아크부에 적절한 조작을 어렵게 하고, 배기구를
설치했더라도 추가적인 무게의 증가와 가시성 저하는 피할 수 없음.
3) 부속 가스장비를 사용할 경우 또한 차폐(shielding)에 방해를 받는다.
4) FCAW 장비가 SMAW에 비교하여 훨씬 복잡하므로, 초기 투자와 기계적인 문제 가능성.
5) 용재(FLUX)를 사용하므로 최종 용접층에 Slag 혼입 가능성이 있슴.
6) 이송속도는 puddle의 중앙 또는 뒤쪽으로 아크가 생성될 수있도록 충분히 느릴때는, 용융
slag가 puddle의 전방에서 진행하게 되므로 포획된다.
7) 또다른 필연적인 문제는 와이어 이송장치를 포함하여, 와이어 이송문제의 원인이되는 유지
부족으로 용접부 품질에 영향을 줄 것이다.