용접이음 형상및 용접기호의 표기는 용접 시방서에 관련된 결정은 설계나 project 기술자 책임의 한 부분이다. 즉 용접이음부 설계나 선택 역시 그렇다. 어떻든 그것은 정확한 해석을 하기위해 아직까지는 제작자 책임이며, 제작을
위해 이런 이음부를 준비해야한다. 용접이음부에 대한 지식은 매일 업무전달에 필수적이라고할수 있다.
용접 이음 형상과 용접기호
(WELD JOINT GEOMETRY AND WELDING SYMBOLS)
용접 이음(WELDED JOINTS)
용접에 사용되는 5가지 기본적인 이음부는 맞대기(butt), corner, tee(T), 겹침(lap), 그리고 모서리(edge)이다.
1994년 ANSI/AWS A3.0 revision Standard Terms and Difinitions(개정판 규격용어와 정의)에서
flanged joint와 Spliced joint를 추가하였다.

Flanged 이음부는위의 그림에서 와 같이 용접 이음부에 flanged 모서리 형상을 가진 이음부재(member)를 적어도 하나는 5가지 기본이음 형상중 하나로 구성하였다.

이미지출처:google.com
spliced joint는 위의그림에서 보는 바와 같이”이음부에 추가된 workpiece spans(짧은 판) 이음과 용접
되어질 각 이음 부재(member)를 말한다. 사진에는 리벳 접합으로 되어 있지만 짧은판을 덧대서 용접하는것으로 말할수있다.
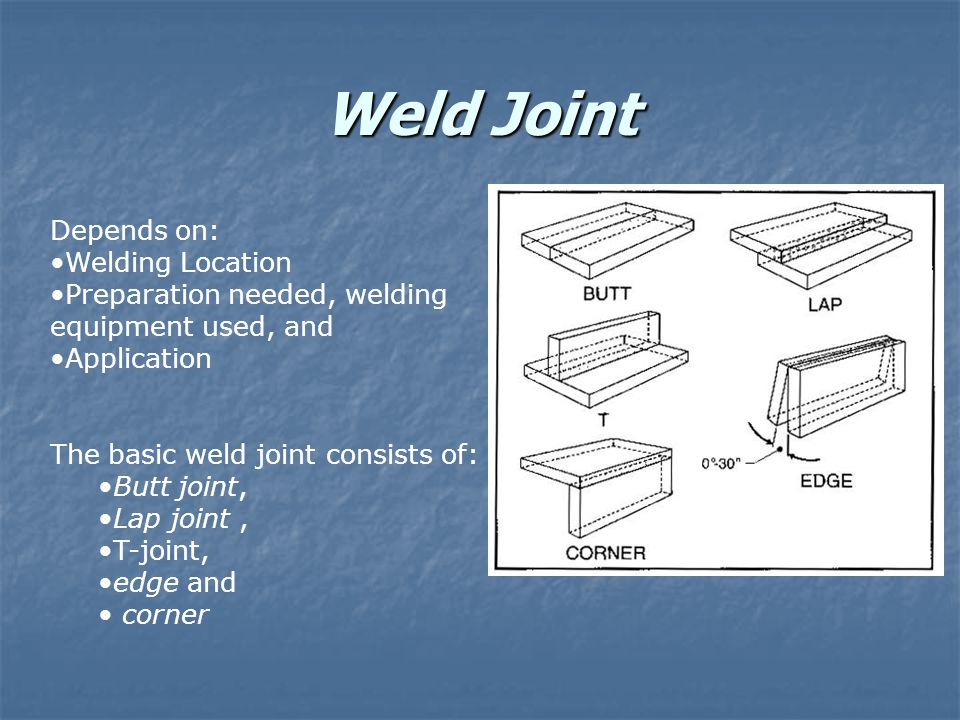
용접 이음부(Welding joint)의 설명도
Butting member는 “이음 member가 두께 치수에 수직한 단일한 방향으로 다른 부재에 의해 이동이
금지된 것이다. 한 예로, 맞대기 이음(butt joint)의 두 member, 또는 T-이음부의 한 부재, coner
이음부는 butting member이다.
Nonbutting member는 “이음 member는 두께치수에 임의의 수직방향으로 움직임이 없는 것이다.”
한 예로, lap 이음의 양 member, 또는 T-이음 또는 코너이음이 nonbutting members이다.
Splice member는 “spliced(겹침) 이음에 span joint가 있는 workpiece”이다. 위의 그림에서에서 2가지 예는
맞대기 이음연결에 사용된 겹침(spliced)에 대하여 보여주고있다.
용접종류 확인은 이음부를 기하학적으로 규정하고있다. 기하학적인 이음은 “용접에 우선한 단면
이음부의 형상과 치수”이다.
이음부 단면을 관찰하였을때, 각 붙임부재(mating member)의 edge shape(모서리 형상)은 지시된
용접종류와 기호를 가끔 닮았다. 용접된 금속제작과 각 적용할 수 있는 용접에 사용된 기본적인 모서리 형상(edge shapes)을 확인할 수있다.
단면적인 관찰은 용접기호 형상과 여러가지 모서리 형상과 관계를 보여준다.
이러한 모서리 형상이 다른 결합은 그림 4.2에서 보여주는 5가지 기본이음 정렬로 확인된 이음부의
여러가지 종류를 설명하였다.
추가적인 용접종류와 groove 설계는 그것에 적용할 수있는 표면처리 또는 모서리를 사용했을때
여러가지 구조적인 또는 형성된 형상을 사용하여 제작할 수 있다.
Parts의 용접 이음부
이음부의 종류가 확인되면, 그것은 요구된 정확한 이음 설계를 설명하기 위해 필요할 것이다.
이런것을 하기위해 용접과 검사자는 특수한 이음에 대한 이음형상을 제작하기 위해 개별적인
모양을 확인할 수있어야 한다.
용어(Nomenclature)는 아래 사항을 포함하여 일치한다.
* Root 이음
* Groove(홈) 면
* Root 면
* Root 모서리(edge)
* Root 간격(opening)
* Bevel (경사)
* Bevel 각
* Groove 각
* Groove 반경
이음부 종류는 특수한 종류에 따라서, 이음 형상은 약간 다른 형상이 될 수 있다.
한 예로 root 이음이다. Root이음부는 “이음부의 상호간 members들을 가장 가깝게 접근되는 곳이
용접되어진다.” 단면에서, root 이음부는 각 점, 선, 면이 될 것이다.
그림 4.12는 여러가지 다른 이음설계에 root 이음부 몇 가지 변화를 설명하였다.
Root 이음부는 스케치 (A)-(D)의 shade(음영부), 또는 스케치 (E)-(F)의 어두운 선으로 보여준다.
Groove 면, root면 그리고 root edge와 조합된 nomenclature는 그림4.13에서 확인되며, groove
면은 “member의 표면에 groove가 포함되었다.” Root 면(공통적으로 ‘land’라 부르는)은 root
이음부 내에 홈(groove)면의 한 부분이다.”
결국 root edge는 “zero폭의 root face”로 정의한다. 용접사에 의해서 설명이 요구되는 다른 형상은
그림 4.14에서 보여준다. 이런 요소들은 가끔 용접 절차서에서 필수변수가 될뿐만 아니라 생산
용접에서 용접사는 적용도면과 다른 서류와 일치하게 determine하기위해 실제적으로 측정이 요구
될 것이다. Root 간격(opening)은 “소재(workpieces)의 root 간격 사이에 틈”으로 설명되어진다.
경사(bevel – 또한 공통적으로 ‘홈(champer)’으로 불리운다.)는 “이음 모서리 각도”이다.
경사각은 “member의 표면에 수직한 평면과 이음부 경사 사이의 각도”로 정의한다.
Groove 각은 “소재 사이의 홈(groove)각의 전체를 포함한다.”
단일-경사-groove-용접에 대하여, 경사각과 groove각은 동일하다. Groove 반경은 J-그리고
U-groove 용접에만 적용한다. 그것은 J- 또는U-groove 용접 모양을 형성하기 위해 사용된다.
정상적으로 J- 또는U-groove 용접 형상은 경사(또는 groove)각과 groove 반경이 명시된다.
용접의 종류(Types of Welds)
그림 4.2에서 보여주는 것처럼 많은 용접은 다양한 이음부 종류를 사용할 수 있다.
ANSI/AWS A2.4를 사용하여, 용접 표준기호와 비피괴 시험의 안내서로서 용접기호와 조합된 9가지
분류가 있다. 이러한 각 분류상에, 임의의 용접종류를 선택한다. 그 분류는
1) 홈(Groove) 용접
2) Fillet 용접
3) Plug 또는 Slot 용접
4) Stud 용접
5) Spot 또는 Projection 용접
6) Seam 용접
7) Back 또는 Backing 용접
8) Surfacing 용접
9) Flange 용접
이용할 수 있는 기하학 이음이나 용접 종류의 다양성으로 용접 설계자는 필요에 따라 가장 적절한
것을 선택할 수 있다. 이런 선택은 다음과 같은 사항을 기준으로 한다. 즉
* 용접을 위한 이음부의 접근성
* 용접작업에 사용할 수 있는 종류
* 구조적인 설계의 적합성
* 용접 가격
Groove 용접이음작업
Groove 용접은 “소재들 사이에 홈(groove)으로 만드는 용접이다.” 홈 용접에는 8개 종류가있다.
1) Square-groove
2) Scarf
3) V-groove
4) Bevel-groove
5) U-groove
6) J-groove
7) Flare-v-groove
8) Flare-bevel-groove
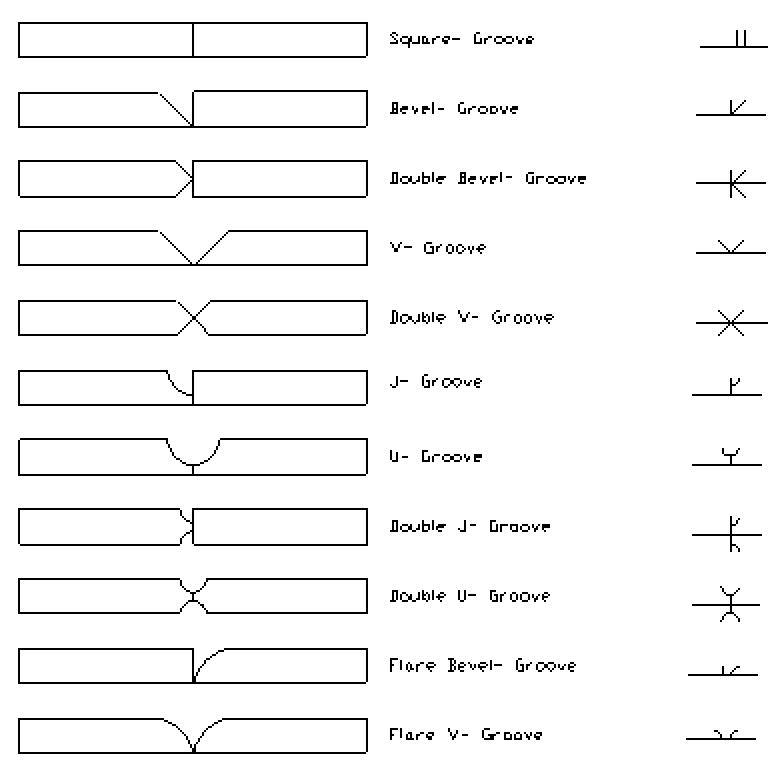
*groove용접의 설명도*
그러한 이름이 의미하는 것은 횡단면을 보았을때 실제적인 형상이 동일하게 보이기때문이다.
이런 groove 용접 종류는 단일 또는 양면 용접이음을 사용할 수 있다.
는 단일과 양면 홈(groove) 용접이음에 대한 대표적인 모양을 설명하였다.
기대한 것처럼, 단일 용접이음은 “용접된 이음부 용융이 한면만 용접된다.” 유사하게 양면 용접
이음은 “용접된 이음부가 양면이 용접 된다.”
다른 종류의 groove 용접은 많은 결합에 사용된다. 선택은 접근성, 경제성, 구조적인 설계적용,
예상된 변형과 사용된 용접법 종류에 영향을 받는다.
Square-groove 용접은 가장 경제적으로 사용할 수 있지만, member 두께에 제한을 받는다.
한면에서 용접하는 완전용입 square groove 용접은 1/4인치 이상 두께를 가진 재료는 사용하지
않는다. 후판과 같은 두꺼운 용접재료는 groove 용접의 다른 종류와 조합된 기하학적인 이음 선택이 요구된다.
특수한 외형의 두꺼운 이음부는 용접부 건전성과 강도를 보장하고, 그리고 제거된 금속양을 최소화
하고 용접을 위하여 접근 가능성이 고려되어야한다.
경제적인 이유로, 이러한 이음부 설계는 적어도 용접금속양이 요구된 root 간격과 groove 각도를
선택해야하며, 그렇지만 용접물의 service 상태와 일치해야한다.
Root 간격과 groove 각도의 선택은 이음되는 금속과, 용접물 이음위치, 요구된 service 상태에
영향을 받는다. J- 또는U-groove는 면 개선의 가격보다 가치있는 경제적인 요소일때 용접 금속을
최소한으로 요구하기 위해 사용된다.
이러한 종류 용접은 특수하게 두꺼운 단면에 유용하다. 단일-경사와 J-groove 용접은 V- 또는
U-groove 용접보다 하나의 수직한 면 때문에 용접이 더 어렵다. Flare V-groove 그리고 flare-경사
groove 용접은 flanged 또는 둥그스럼한 member의 연결에 사용한다.
Fillet Welds(필렛 용접이음작업)
ANSI/AWS A2.4에서 fillet 용접은 “겹침(lap) 이음, T-이음, 구석이음(coner joint)의 상호간 대략적
으로 직각(right angle)을 이루는 두면이음에 대략적으로 횡단면이 삼각형인 용접”으로 정의한다.
설계상 인정되었을때, fillet 용접은 경제적인 이유로 groove 용접에 우선하여 사용한다.
모서리 처리(edge preparation)는 일반적으로 fillet 용접에서는 요구하지 않지만, 표면을 청소해야
한다. 홈(Groove) 용접과는 다르게 fillet 용접은 관련된 이음형상으로 부터 명칭을 취하지는 않았다.
즉 용접의 특수한 종류는 겹침(lap), T- 또는 구석이음(coner joint)을 적용한다.
Fillet 용접은 때때로 groove 용접과 결합하여 사용된다. 그림 4.16은 대표적인 fillet 용접을 이용한
구석, T, 그리고 겹침이음을 보여준다.
Fillet 용접은 단일과 양면 용접을 사용한다. 그리고 또한 단일 용접 pass 또는 다수용접 passes를
응용한다. 그림 4.16애서는 양쪽을 보여준다.
연속적인 용접 pass를 추가하여(이음부의 완료된 길이), fillet 용접은 가끔 간헐적으로 엇갈림
(staggered)이나 병렬(chained)이있다.
단속필렛 지그재그 용접은, “한면(one side)상의 용접 이익(incrememt)을 갖는 이음부 양면상에
간헐적인 용접을 반대면과 엇갈리게 되어있다.”
단속필렛 병렬 용접은, ” 한면상의 용접 이익을 갖는 이음부 양면상에 간헐적인 용접이 다른
면과는 대략적으로 대칭하고있다.”
위의 그림 4.16(E & F)는 단속 필렛용접의 2종류를 설명한다.
Plug and Slot 용접이음 작업
겹치는 member의 이음을 위해 사용되는 2가지 용접종류는 plug와 slot 용접이다.
Plug 용접은 “member와 다른 member의 용융 이음에 한 member가 원형구멍(hole)이 생기는
용접이다.”
Slot 용접은 “member와 다른 member의 용융 이음에 한 member가 늘어진 구멍(hole)이 생기는
용접이다.” 이 구멍은 끝에 하나의 개구부가 있을 것이다.
Plug와 slot 용접은 채우(filling)는 한정된(definite) 깊이가 요구될 것이다. 그림 4.17(A &B)는
plug와 slot 용접의 설명을 보여준다. Fillet 용접은 원형 홀에 사용되나,(그림 4.16, D), 또는
slot는 plug나 slot 용접으로 간주하지 않는다.
Stud 용접
ANSI/AWS 2.4의 1989 판(edition)에서, stud 용접기호가 추가되었다.
Stud 용접은 “금속 stud나 소재에 유사한 부품을 이음하기위한 일반적인 용어(term)”이다.
용접은 아크, 전기저항, 마찰, 또는 다른 공정으로 또는 외부적인 차폐가스 없이 완성할 수 있다.
그림 4.17(C)는 stud 용접의 예를 보여준다.
아크 stud 용접작업으로 용접된 가장 일반적인 stud 재료는 저 탄소강, 스테인레스 스틸, 그리고
알루미늄이다. 다른 재료들은 특수한 적용을 기준으로 stud를 위해 사용된다.
대부분 stud 용접 토대는 원형이다. 그렇지만 사각이나 직사각형의 stud 사용이 많이 사용된다.
Stud 사용은 강철 판(deck)의 나무층계 또는 골조(framework) 부착이 포함된다. 즉 잠금(fastening)
lining, 탱크의 절연, 유개화차(boxcar), 그리고 다른 콘테이너 즉 기계 부속품들 설치; 안전튜브
그리고 철사 작업설비(wire harnesses), ; 용접절단 연결구 그리고 콘크리트 구조물 anchor..
Spot와 Projection 용접이음
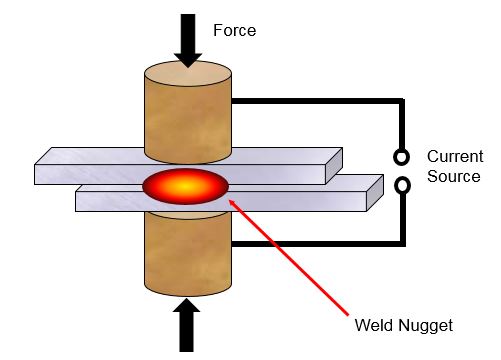
*principle of spot welding*
Spot 용접은 “겹친 member의 합체(결합 또는 접합작용)와 사이에서 용접되고, faying 표면에서
시작되고, 발생하거나 또는 하나의 member의 외부면에서 시작한다.”
Faying 표면은 “member의 판(mating)표면에서 이음되어져야 할 다른 member에 밀접하게 근접
또는 접착시키는 것이다.”
Spot 용접은 일반적으로 저항 용접으로 분류된다. 그러나, 얇은 금속의 겹침 이음형상의 이음에
매우 효과적인 방법이 아크 점(spot) 용접이다.
아크 점(spot) 용접에, 아크 용접공정을 사용하여 상위 member를 통하여 용융에 의하여 용접을
형성하고, 용융은 그것과 겹치는(overlaping) member사이에 발생한다.
저항과 아크 spot 용접2가지로 나뉜다.
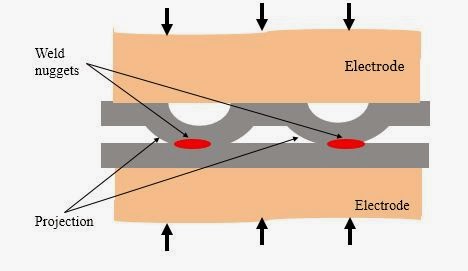
Projection 용접은 저항 용접법을 사용하여 작업한다. 용접은 용접전류의 흐름에 저항으로 부터
얻어진 열에 의해 형성한다.
용접 결과는 사출(projections), 돋움(embossment), 또는 교차점에 의해서 미리 예정된 점에
한정되어진다. 위의그림에서 projection 용접된 겹침이음의 embossed된 member의 횡단면과
요구된 용접의 원리를보여준다.
Seam 용접
Seam 용접은 “Faying 표면에서 시작과 발생 또는 한 member의 외부 표면에서 진행하여 결합되어
겹침 member의 사이나 위에 연속적인 용접을 하는 것이다.”
이 연속 용접은 단일 용접비드 또는 일련의 겹침 점(sopt) 용접으로 구성될 것이다.
어떤 방법(means)은 용접동안 seam을 따라서 용접 head가 이동하거나 또는 용접 head 아래에
소재를 이동해야만 한다. 이런 종류의 용접은 아크 저항용접으로 분류한다.
양쪽 용접공정에 대한 Seam 용접은 아래의 그림에서 설명되어진다.

심용접의 작동원리도
이미지출처:https://qph.cf2.quoracdn.net/main-qimg-8dc5446b6fa0a05e1c19863836a9a951.webp
Back and Backing Welds
명칭이 의미하는 것 처럼, 이러한 용접은 용접이음의 뒷면을 용접하는 것이다. 동일한 위치에서
사용한다 할지라도, 다르게 용적되어진다.
AWS A3.0에서 back 용접은 “용접은 단일 groove용접부의 뒷면에서 한다.” 설명한다.
Back 용접은 “용접이 뒷면에 형성”이다. Back 용접은 전면(front side) 용접 완료후에 하며, backing
용접은 전면 용접 전에 작업한다.
아래의 그림은 back와 backing 용접의 사용을 보여주고있다.

백앤백킹용접의 원리도
FCAW용접시험시 상기의 그림과 같이 백킹재를 대고 용접 작업을 하고 방사선검사에서 통과를 해야만 합격할수있다.
표면 용접(Surfacing Welds)
명칭이 의미하는 것처럼, 이런 종류의 용접은 금속의 표면용접에 사용한다.
표면용접의 정의는 “이음을 만드는 것과 반대로, 요구된 특성 또는 치수를 얻기위해서 표면에 용접을
한다.” 전 장에 있는
아래와 같은 그림에서 설명하는 대표적인 표면용접을 보여준다.

*surfacing weld의 원리도*
표면과 관련된 다른 용어는 :
Buildup, “표면적인 변화로 금속표면에 요구된 치수를 이루기위해 사용한다.”
Buttering, “표면적인 변화로 용접의 결과적인 완료를 위한 금속학적으로 조화있는 용접금속을 제공
하기 위해 하나 또는 그 이상을 표면에 표면금속을 적용하는 것이다.”
Cladding, “표면적인 변화로 부식저항 또는 열저항을 개선하기 위해 일반적으로 표면적인 금속을
용적 또는 사용하는 것이다.”
Hardfacing, “표면적인 변화로 내구성(wear)을 감소하기 위해 표면적인 금속을 용적시킨다.”
Flange 용접

기호를 나타내는 경우, Flange 용접은 light gage 금속으로 적어도 하나의 flange를 가진 부재에
둘 또는 그 이상의 이음된 부재의 모서리위에 용접하는 것”으로 언급된다.
그러므로 기호는 flanged 부재 또는 부재들 사용을 나타내며 그리고 특수하게 요구된 용접 종류는
아니다. 모서리(Edge) 용접은 ” 부재의 전체 두께에 모서리 이음용접, flanged butt 이음, 또는
flanged corner 이음에 융합(fused)되어진다.
Edge-flange 용접은 2개의 flanged 부재를 가지고 있으며, corner-flange 용접은 단지 flanged된
하나의 부재를 가지고있다. 아래의 그림에서 coner와 flange joint 용접 위치를 표시한다.
완료된 용접(Completed Weld)
용접과 검사자는 완료된 용접부의 어떤 상태나 모양과 관련된 용어를 알아야한다.
의사 전달과정에서 이러한 용어들의 지식은, 개인의 용접기호 해석능력을 개선하고, 그리고
용접부의 추가적인 후-용접 청정 또는 상세사항을 요구할 것이다.
Groove 용접부에 관련된 용어는 아래와 같은 그림 으로 구성되어있다.

* 용접면(weld face)
* 용접 Toe
* 용접 Root
* Root Surface
* Face Reinforcement(면 여성고 또는 면 보강재)
* Root Reinforcement
용접표면은 용접을 행한 면 위에 노출된 용접부 표면” 이다.
용접 toe는, ” 용접표면과 모재의 접합(junction)부” 이다.
용접 root는 용접표면의 반대면으로,용접 root는, ” 단면에서 보여지는 점들로 root 면과 모재표면이 교차하는 점이라고 할수있다.
용접면과 유사하게 root 표면은 ” 용접을 행한 반대편의 노출된 표면” 이다.
다른 용어로 Root 표면은 용접 root 각각에 경계되어진 면이다.
Groove 용접과 관련된 추가적인 용어로 용접 여성고(weld reinforcement) ; ” 이음부를 채우기위해
요구된 양을 초과한 용접금속” 이다.
ace reinforcement(공통적으로 crown 또는 cap으로 부른다.)는, ” 용접 작업을 행한 후 이음부의
한쪽 면위 용접 여성고” 라 한다.
반대로 Root reinforcement는 “용접이 행해진 쪽의 반대면 용접 여성고” 이다.
Root 여성고는 단일 용접 이음부 경우만 사용되며, 의미는 용접이 한면에서만 할 경우이다.
양면 용접을 할 경우에는, 면 여성고는 양면에 존재하는 보강재 높이이다.
규격 용어는 또한 fillet 용접의 부에도 존재한다.
홈 용접과 같이 fillet 용접 표면도 용접면으로 부른다. 모재와 용접면 접합부를 용접 toe라 부른다.
용접금속 이음부의 가장 먼 용융부는 용접 root이다. Fillet 용접의 root에서 toe 이음부 까지 거리를
fillet 용접 leg라 부른다
.
Fillet 용접의 3가지 다른 치수적인 특징은 모양은 concavity, convexity, 그리고 목두께(throat) 이다.
Concavity와 convexity는 용접표면의 굴곡(curvature)의 양이고, 목두께는 용접 횡단면의 길이다.
일반적으로, 용융은 용가재와 모재의 상호간 또는 모재만의 실질적인 용융에 관련된다.
용융깊이(penetration)는 용접금속이 이음부에 진행된 거리와 관련된 용어이다.
용융깊이 정도는 이음부의 강도에 직접적인 효과를 가지며, 그러므로 용접크기와 관련있다.
많은 용어들이 용융 또는 침투력의 정도 또는 위치를 설명하기 위해 존재한다.
용접 작업동안 처음 홈 용접면은 최초의 면 보다는 깊게되는 용접금속의 최종한계까지 용융된다.
홈 면(용접 전)은 용접동안 용해되어지면, 이제는 용융면(fusion face)으로 부른다.
용접금속과 모재사이의 경계면을 용접 접촉면(interface)이라 부른다.
용융깊이는 ” 용접경계면과 용융면까지 거리” 이다. 용융깊이는 항상 용융면에 수직으로 측정한다.
용융지역은 ” 융해된 모재의 면적으로 용접부 횡단면을 측정” 한다.
이러한 용어는 fillet과 표면용접 같은 유사한 다른 종류에도 적용한다.
Root penetration은 ” 이음 root 이상의 이음에 용해된 용접 금속까지 거리” 이다.
Joint penetration은 ” 존재할 수 있는 여성고를 제외한 용접면에서 이음부까지의 용접의 가장 먼
범위까지의 거리” 이다. 홈 용접에 대하여, 이 동일한 길이는 용접크기로 또한 부른다.
또 다른 관련된 용어는 열 영향부이다. 그림 4.25에서 보여주는 이 부분은 ” 용해되지 않은 모재
일부로, 기계적 성질이나 미세구조가 용접, brazing, soldering, 또는 절단에 의하여 변화되었다.